
Designing future industrial manufacturing processes will require computing power, performance data, and model data. Digitalization opens up the possibility for production systems to function in an automated and networked manner. “This could reduce the consumption of resources or increase the availability of machines,” says Prof. Hans-Christian Möhring, director of the Institute for Machine Tools (IfW). An IfW project launched in late 2020 shows that even supposedly trivial things such as cooling lubricants pose completely new challenges.
“Production processes are not only influenced by the respective material and tool properties, but also by such things as the processes taking place in the immediate zone around where a workpiece is being machined,” Möhring explains. Cooling lubricants are often used in machining processes such as drilling, sawing or milling as they decrease the friction between tool and workpiece and dissipate heat and swarf. “Until now,” says Möhring, “the amount of cooling lubricant applied has mostly been calculated according to the motto ‘a lot helps a lot’.” Yet, cooling lubricants account for a significant proportion – between 8 and 17 percent – of total production costs according to a study carried out by the Association of German Engineers (VDI) in 2017. The lion’s share of these costs is incurred when disposing of the waste products.
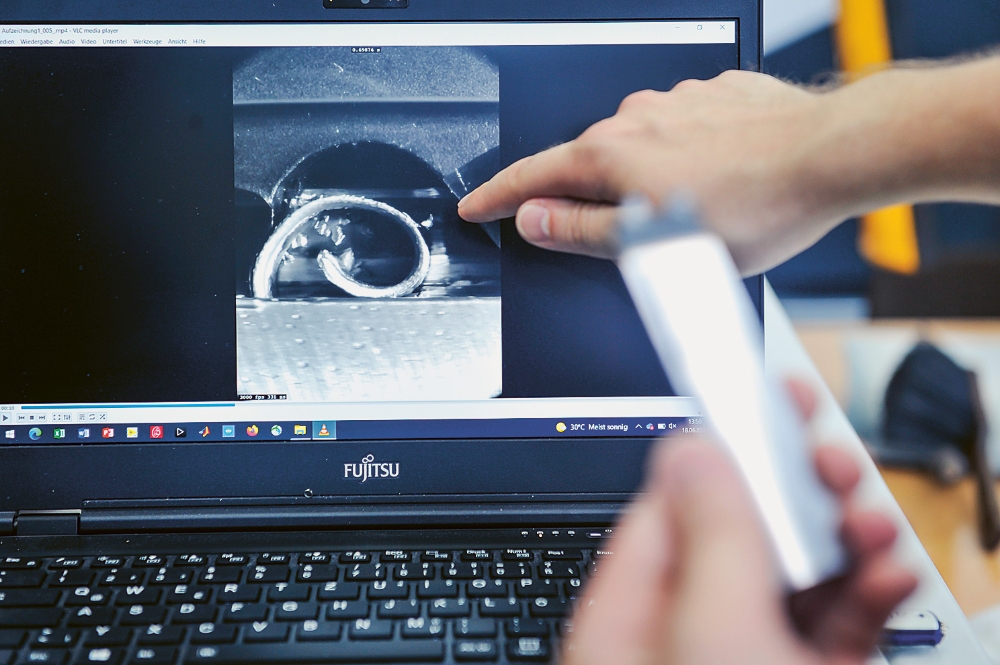
“In one of our current projects we are simulating a sawing process to study the interplay between material removal and the cooling lubricant ,” Möhring explains. “We want to use the results to find out how we can slow tool wear whilst using as little cooling lubricant as possible.” This requires a so-called multiphysics simulation, which takes account of both the mechanical and the fluid-mechanical processes involved in the sawing process as well as the heat generation. The project is part of a German Research Foundation (DFG) priority program. “A sawing simulation such as this is completely unchartered territory,” says Möhring: “This is where modern computers come up against their performance limits.” So, novel modeling concepts are required just to make the problem tractable. The IfW team will also have to utilize the High Performance Computing Center Stuttgart’s (HLRS) computing resources.
{kind=link}
The IfW is digitizing its woodworking machinery
As Kamil Güzel, head of woodworking at the IfW, explains: “We want to demonstrate how data recorded from processes, machines and tools can be used to improve production.” The laboratory equipment comprises three- and five-axis machining centers, automatic planing and molding machines, various saws, a grinder, an industrial robot and a jointer. “The typical equipment that would be used by a medium-sized furniture manufacturer,” says Güzel.
Some of the machines are just a few years old, whilst others are decades old, and they are all from different manufacturers. “Thus, we are demonstrating that digitalization can also be implemented in existing stock.” The electrical engineering group Schneider Electric is helping with the sensor technology and data consolidation, whilst Tapio is responsible for data management and connecting to the cloud. Some of the typical application scenarios that the project participants want to demonstrate include predictive machine maintenance, tool lifespan optimization, and the use of AI to identify improvement potential in development and production. An augmented reality application is also being developed, which will enable the projection of contextual information onto a pair of data glasses for people still familiarizing themselves with the machines. “We already have a tablet-based prototype,” says Güzel.
As of the 2022 summer semester, master’s students will complete traineeships in the digital wood laboratory. Information events for small and medium-sized enterprises will also be starting before the end of the year: “The plan,” says Güzel, “is to show interested parties, both online and in the lab’ what a digital retrofit would enable them to do.”

Self-tuning of deep drilling processes
Perhaps rather unexpectedly at first glance, simulations are also being used in another IfW project concerning the autonomous self-optimization of deep drilling processes. In deep drilling, the depth of the bore hole is much greater than its diameter. “The process,” Möhring explains, “plays a role in cooling and lubrication channels or, for example, in bore holes in which a piston is to operate. Any cracks or nicks on the surface of such bore holes in hydraulic systems or in the high-pressure components of an engine injection system could cause the component to fail.”
However, defects such as these do occur when, for example, the temperature within the bore hole is too high or the feed rate too fast. Because they are drilled late in the production process, when the component already has a very high value, these bore holes need to be handled with care: damage caused by deep drilling is always costly. “Our goal,” says Möhring, “is to develop a drilling system that independently optimizes the process based on the conditions within the effective zone thus maximizing the quality.” But, this effective zone, the front line of the borehole as it were, is not directly accessible to sensors. “That’s why we’ve developed a drill bit with integrated temperature and acceleration sensors. We also record the feed and torque forces acting on the drill rod.”
A sawing simulation such as this is completely unchartered territory. This is where modern computers come up against their performance limits.
Prof. Hans-Christian Möhring
However, it is not possible to derive the appropriate rotation and feed rate for the drilling system based on this data. “To control the deep drilling process so that all parameters remain within the specified tolerances,” Möhring explains, “we have to simulate the machining process and then use the simulation data to form a link between the sensor data and what is actually occurring on the workpiece.” The IfW team is also developing this approach as part of a DFG priority program.
Text: Michael Vogel
Prof. Dr. Hans-Christian Möhring, Institute for Machine Tools, University of Stuttgart
E-Mail
Phone: +49 711 685 83773