
A Euro-Japanese research consortium wants to eliminate existing weaknesses in fiber composite materials that are already widely used throughout the aviation industry. The intention is to enable aircraft manufacturers to meet rising demands in air travel whilst building more energy-efficient aircraft. The University of Stuttgart's Institute of Aircraft Design (IFB) is also onboard.
Looking at the newest version of the Airbus A350, one would not necessarily associate the passenger plane with the word “lightweight”. Yet, in a certain sense, that's just what it is. 52 per cent of its airframe – fuselage, wings, steering gear and landing gear – is made of carbon fiber reinforced composites. Just less than half is made of metals, which are two to fi ve times heavier. Boeing cites similar figures for the lightweight structural components in its most recent 787 model as those quoted by its European competitor for the A350. “Lighter aircraft mean lower kerosene consumption”, says Dr. Stefan Carosella, summarizing the aviation industry’s interest in fiber reinforced composites.
And, in addition to propulsion and aerodynamics, the weight of any passenger or freight aircraft is one of the crucial parameters for more efficient machines. As group leader at the University of Stuttgart's Institute of Aircraft Design, Carosella is focusing his research on carbon fiber reinforced composite technology. “Whilst carbon fiber reinforced composites are already well established in the field of aircraft construction, they do have their problems”, he says. The difficulties to which the aerospace engineer is referring emerge in the production process: It takes too long! This is because, for fiber composites to achieve the necessary level of rigidity, they have to dry. This is done at high temperatures and under pressure in an autoclave, a kind of pressure cooker.
“In the aircraft construction industry, these autoclaves are kilns the size of a house capable of housing fuselage structures of up to ten meters in length and six meters in diameter", Carosella explains. “The curing process takes days under ten times atmospheric pressure and at 180o Centigrade”. After all, the gigantic autoclave first needs to be heated and then cooled again.
Collaboration with Japan
In its current form, it is virtually impossible to expedite this process making it a production bottleneck. Manufacturers are currently managing to complete just 25 to 30 aircraft per month. However, they would need to double their performance to meet the predicted demand. The EFFICOMP (Efficien Composite Parts Manufacturing) research project, in which Carosella is also involved at the institute, is also intended to help them achieve this goal.
The objective of the project, which began in April 2016 and will run for three years, is to develop a more efficient process for the production of fiber composite components. The four project partners have around 1.7 million euro of EU funding available for this purpose. In addition, the Europeans are collaborating with four Japanese partners – an EU strategy designed to ensure that the European research partners operate at an international level in important fields. Whilst the Japanese sub-consortium receives funding from Japanese sources, there is a joint project plan and the two sub-consortia share their research findings. The Japanese are conducting research into new lightning protection concepts for aircraft with integrated fiber composites. Lightning strikes are actually dissipated via the aircraft's metallic outer shell, which functions as a Faraday cage, just as in a car. However, fiber composites are poor conductors of electricity, which means that copper wire cages need to be integrated, which has a negative impact on weight.
The Japanese researchers are working on a lightning protection concept that has less impact on weight. On the European side in turn, research is being conducted at the Delft University of Technology into better ways of joining cured fiber composite components, whereby the methods currently approved by the aviation authorities involve the use of adhesives and rivets. Airbus, which is responsible for overall project coordination, is looking into ways to reshape thick fiber composite components, for example, by pressing them into shape, whereby, in this context, “thick” starts at just ten millimeters. And, the German Aerospace Center is evaluating all new processes developed in the course of the project from an economic perspective.
Lighter aircraft mean lower kerosene consumption.
Dr. Stefan Carosella
Curing in a Heated Tub
Within the EFFICOMP project, Carosella's institute is developing a production process that does away with the autoclave. “We’re using so-called Out-of-Autoclave-Prepregs for this”, the engineer explains. These are carbon fiber mats soaked in a resin. “Prepregs are already used in aircraft construction because they facilitate the highest level of structural stability due to the prolated arrangement of the fibers”.
They are cured in a mold within the autoclave. Carosella and his team get by without the autoclave. They had already developed a process for the fabrication of fiber composites for the automotive industry in an earlier research project, which they are now applying to aircraft. It works at low temperatures and under normal atmospheric pressure conditions. To achieve this, the scientists place the Out-of-Autoclave-Prepregs in a plastic mold with an integrated heating system. “This means we don't need to raise the heat to such an intense level and, because the mold is thin and has a low mass, it can be heated and cooled much faster”. This reduces waiting times and, therefore, the processing time.
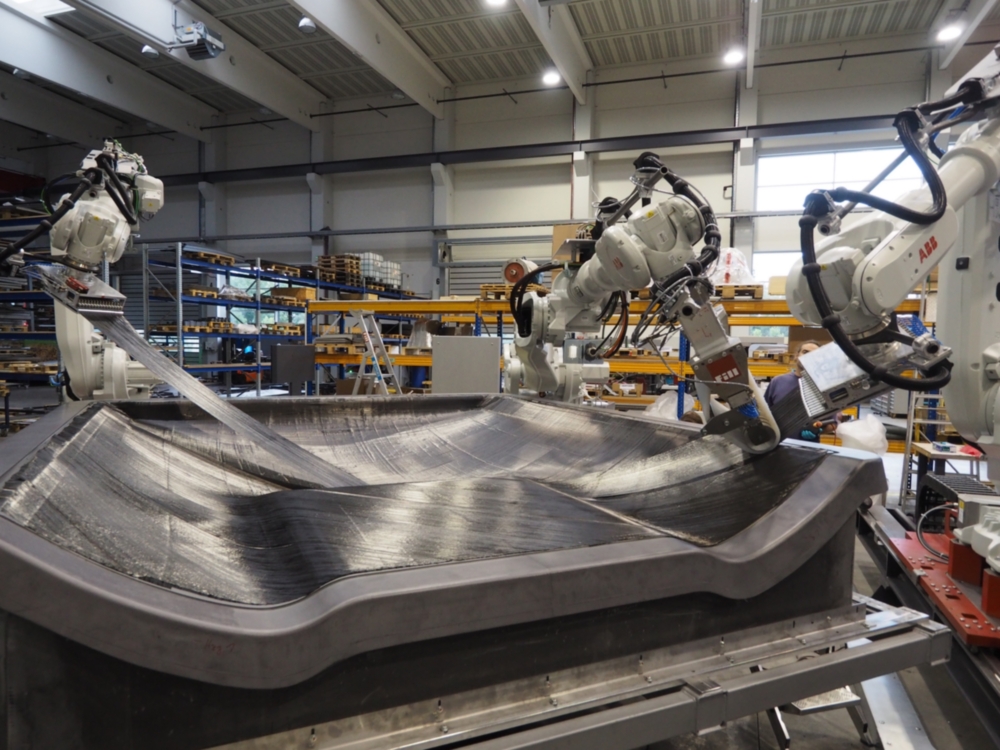
So, the concept has already been proven: now it's all about adapting the process to function in an actual industrial setting, which will inevitably involve a certain amount of automation. As currently practiced to some extent in aircraft construction, the Prepreg structures are also fabricated by robots in the Stuttgart process. “Our objective”, says Carosella, “is to build a small demonstration plant capable of producing fi bre composite components with surface areas of three to four meters. We're already better than the autoclave by a factor of five”. That would mean two and a half instead of twelve hours processing time.
Michael Vogel